咨询热线:0379-68638018

【本文摘自《马口铁三片罐工艺技术》(中国食品工业协会罐藏食品科技工作委员会组织编撰、轻工出版社出版)】
一、什么是镀锡薄钢板
电镀锡薄钢板(以下简称镀锡板或马口铁〉因其基板具有适合的强度、优良的焊接性和冲压性,表面镀层具有良好的耐腐蚀性,且易于涂布、印刷,因此,广泛应用于食品包装,同时应用于喷雾剂、化工、油漆等各种形态物品的包装以及各种各样器具的制造。
在热浸镀锡板基础上发展起来的电镀锡板已有80多年的生产历史。世界上镀锡生产线及总产量基本稳定,但是发展中国家相继建设了或正在建设一些镀锡机组,中国的发展尤为明显。品种上,二次冷轧镀锡板及镀铭板(TFS)得到了较大的发展,覆膜铁(TFS表面覆上一层塑料膜)近年来发展迅速。
中国镀锡板的发展起步较晚,上个世纪大部分时间主要依靠进口。20世纪90年代日本、韩国及中国台湾、香港地区陆续在大陆建厂,使镀锡板产能大大增加。尤其是1998年宝钢两条镀锡生产线的投产,使中国镀锡板的自给率提升到70%左右,而且K板、DI材等高难度产品也立足于国内提供,改变了我国所需K板(素铁状态应用于水果罐头的高耐蚀性镀锡板〉长期依赖进口的局面,DI材(二片饮料罐用镀锡板)的生产使宝钢跻入世界少数钢铁厂能够生产该产品的行列。进入21世纪,中国马口铁制造水平和规模突飞猛进,2015年国内年总产能已经超过一千万吨,彻底改变了改革开放之前主要依靠进口的局面,除了满足国内需求外,大量中国产的马口铁以各种产品形式出口国外。
二、马口铁的结构
马口铁由五层组成,其剖面结构及厚度如图2-1所示。
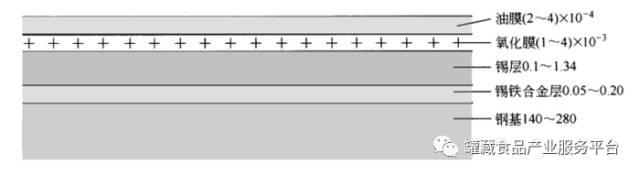
图2-1马口铁的结构(单位:μm)
三、镀锡板的性能
1、材质特性
(1)调质度(以表面洛氏硬度HR30T表示)以调质度代表材料的机械性能,在相同的制造条件下,较好地代表了材料性能,但在退火工艺(连续退火或罩式退火)不同时,相同的调质度则表现出不同的强度和延伸率。基板厚度不同,由于砧座效应,测量值与实际值有一定差别。因时效原因,也会使调质度发生变化。
(2)成形性能除了拉拔等加工时材料要承受苛刻变形外,一般的制罐、制盖加工对镀锡板都是能承受的。要求性能均匀,材料的晶粒度适合(镀锡板一般为7#~9#)。随着制罐速度的加快,要求材料性能波动小,厚度波动小,板形较好,否则容易引起卡罐等缺陷。为了防止制罐中的起棱、冲压时的拉伸应变,要求镀锡板应变时效要小。
(3)方向性除DI材对各向异性有严格要求外,一般的制罐加工中,对方向的要求不太严格而对二次冷轧镀锡板,纵向和横向性能差别大(横向σsσb大,延伸率低),要求罐身的圆周方向与轧制方向一致。一次冷轧镀锡板在有扩径拉伸变形、圆改方拉伸变形时,也使罐身圆周方向与轧制方向一致,可以减少开裂、局部变形等缺陷的产生。
2、尺寸与板形
厚度:要求厚度公差要小,标准为±8.5%,实际要求要低得多。
宽度、长度:要求公差要小,标准为-O/+3mm,实际要求要小得多。
平坦度:较大的翘曲、中浪、边浪将影响印铁、制罐,要求3mm以内。
针孔:在镀锡板生产过程中,通过针孔仪检测出来。制罐线上的检漏装置对避免漏气罐出厂也十分重要。
3、表面特性
(1)表面粗糙度基板的表面粗糙度是在平整时获得的,粗糙度除DI材的拉拔工艺有重要影响外,适当粗糙一些,可以提高镀锡层和涂漆层的附着力;增加粗糙度,不易划伤、擦伤。
(2)镀锡量镀锡层越厚,孔隙越少,耐腐蚀性越高。要研究如何以比较少的镀锡量得到连续性好、耐腐蚀性高的镀锡层,除了要求原板表面清净外,要控制好电镀工艺,各项工艺参数要稳定,力求减少波动。
(3)锡铁合金层通过软熔而得到所要求的锡铁合金层,提高镀锡层的附着力,提高镀锡板的耐腐蚀性,K板则要求较高的合金层;合盒层硬而脆,过厚则降低焊接性能,还易脱落。要致力于控制好合金层的连续性、排列的致密性,以生产出耐腐蚀性高的镀锡板。
软熔工艺的关键是按照所希望的软熔加热曲线来完成加热,电阻加热和感应加热联合,为软熔的控制提供了很好的条件。
(4)钝化层通过铬酸盐钝化处理获得,能有效抑制锡的氧化,提高镀锡板的涂饰性和耐腐蚀性,还能有效防止硫化斑的产生。
按照用途和不同的内容物,要求不同的钝化层,如橘子、樱桃、菠萝、梨和桃等食品罐和18L竹笋罐,需要高电量进行钝化。
(5)涂油表面涂上一层DOS油,起润滑剂作用,防止划伤、擦伤、磨伤,还有防锈作用。但涂油过多或涂油不均匀时,容易引起涂膜的“眼孔”缺陷。
4、耐腐蚀性
(1)素面罐头的耐腐蚀性橘子、菠萝等食品罐头,使用素面铁,以保持罐内食品的风味和颜色,这些食品大多呈酸性,要求罐头有很高的耐腐蚀性。与腐蚀性相关的主要因素有制罐用镀锡板材料、内容物的种类、装罐条件、贮藏条件等。
从镀锡板材料看,在不含氧的酸性环境中,锡首先被腐蚀溶解而保护了铁。为了提高镀锡板的耐腐蚀性,要求进行严格的生产控制,以高耐蚀板(即K板)提供给用户。
(2)涂饰罐的耐腐蚀性为了降低成本和节约宝贵的锡资源,人们不再用增加镀锡层来提高耐腐蚀性的办法,而是用较低的镀锡层进行涂漆来提高罐头的寿命;涂漆还能防止含硫的蛋白质食品产生硫化黑变;像饮料、啤酒等的风味对于少量溶解金属的存在都很敏感,故使用涂漆罐。
必须保证涂膜完整,没有缺陷,罐头不再是依靠锡的溶解来防止基板腐蚀,漆层成了第 一道防线。有人做过试验:涂膜有缺陷的罐头保质期比不涂漆的要短得多,因此要防止涂膜的擦伤、翻边部位的损伤,或罐盖在冲压加工中产生的涂膜脱落等。为了保证涂膜的质量,有时进行多次涂漆;对于强酸性饮料,在制罐后必须进行内喷涂,才能防止很快腐蚀,甚至漏罐。
5、涂饰性
镀锡板大多要进行涂覆,涂覆质量的好坏将直接关系着金属罐的耐腐蚀性;有的还要进行彩印。涂饰性包括润湿性和附着力。
(1)润湿性涂料不润湿或存在眼孔,在缺陷部位集中腐蚀,同不涂饰相比,更容易产生孔蚀。影响润湿性的因素很多,有涂料方面、涂饰条件和镀锡板方面的原因。
由镀锡板引起的主要有下列原因:
①涂油过多或涂油不均。
②表面有异物附着。机械油、硅酮树脂、微小粉末、湿气等。
③表面状态、时效、贮藏温度等。
(2)附着力涂膜附着力不好时,加工变形中产生裂纹、起皮或剥离等。
附着力也与涂料、涂漆工艺有关,与镀锡板有关的因素如下:
①通过钝化处理,抑制锡的氧化,提高了涂漆的附着性。但贮存时间和反复加热烘烤的次数影响着附着性。
②表面粗糙度的影响。
③锡层厚度的影响。
6、焊接性
三片罐罐身和各种桶都要进行焊接,因此焊缝质量是十分重要的,要求合理的调整焊接参数,得到光滑、疏密均匀的焊缝,防止产生集中腐蚀,甚至漏罐。
镀锡板的基板绝大多数为低碳铝镇静钢,焊接性能是好的。随着制罐速度的加快,要求焊接性能稳定。镀锡板方面必须保证有关性能,主要有以下几点:
①钢质纯净,厚度尺寸偏差小,硬度均匀。
②表面干净,无灰尘、垃圾。
③表面粗糙度合适。
④镀锡层越低,焊接性能越好。低镀锡层时,控制锡铁合金层,保证一定的纯锡层。
⑤IF钢为基板的镀锡板的焊接参数要注意控制。